How To Implement Statistical Quality Control (SPC) in 6 Steps
When implementing a statistical process control (SPC) program it is important to balance and monitor two concerns: applying the tools of SPC and attaining the benefits of SPC. The first does not necessarily lead to the second! The tools of SPC are described in the first one-third of this book. These tools include problem identification techniques, process control charts, and capability measures. These tools are all used to find problems.
Benefits of SPC Program
The benefit of an SPC program is increasing quality and productivity through finding and eliminating problems. Giving the members of an organization the means to find problems without the ability to solve them is the primary cause for SPC. Dr. W.E. Deming suggests that when a problem is identified on the manufacturing floor, the person immediately responsible for that process is able to take corrective action and solve the problem only 6% of the time. The other 94% of the time, the problem must be solved through the cooperative action of many individuals: operators, supervisors, managers, and engineers. See Figure 1.2.1.
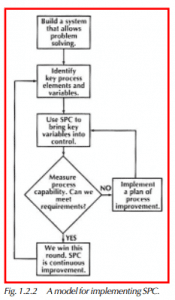
For that reason, almost all plans for implementing statistical process control begin with creating an environment within the organization that allows creative and effective problem-solving. Creating this environment begins with the commitment of top management to the goals of SPC. Figure 1.2.2 shows a model for implementing statistical process control. The first five chapters of this book are structured around using this model for implementing SPC.
Steps for Implementing SPC
Step 1: Build a system that allows problem-solving
This step is the most difficult to complete, and the chosen route will often be different from organization to organization. The Tennant Company of Minneapolis cites five elements for success:
Management commitment
Successfully improving quality and productivity is tied to the commitment and involvement of everyone in the organization. If some members of top management are not committed, it will be very difficult to secure the commitment and involvement of the employees.
Employee involvement
“Doing it right the first time,” “continuous improvement of product and service,” and “zero defects” are slogans and themes often used in quality and productivity improvement efforts. They are accomplished in large part through the efforts of the people on the front line who produce and deliver the product or service. Once the commitment of top management is secured, the same commitment must be made throughout the organization.
Cooperative, non-adversarial worker/manager relationships
The goals of improving quality and productivity are shared by everyone in the organization. This creates and requires teamwork. The tools and techniques of SPC will uncover many new problems and challenges that can only be resolved through the cooperative efforts of the team.
Something in it for the people
Tennant found that lasting benefits of improved quality and productivity are only attained when there is something in it for the people — something to secure the long-term commitment required for success. The “something” took three forms at Tennant: recognition, rewards, and satisfaction.
Time, energy, and determination
While improvement may be measured over a few weeks or months, true success requires years of dedicated effort. The example of the Japanese best illustrates this: a 25-year transformation from the perception of poor quality and shoddy workmanship in the 1950s, to the perception of high-quality and world-class manufacturing by the late 1970s.
Accomplishing these elements requires a major transformation for many organizations: the first step is the most difficult.
Step 2: Identify key process elements and variables
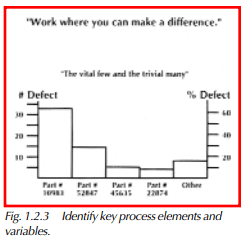
The ability to creatively and effectively solve problems is a powerful tool. The second step in implementing SPC is deciding where this tool can most effectively be applied. Chapter 2 describes the common methods used to identify and prioritize problems in SPC. These methods include brainstorming sessions, cause and effect diagrams, Pareto charts, histograms, and scatter diagrams. Properly applying these techniques ensures that subsequent efforts in implementing SPC are focused on selected problems where a difference in quality and productivity can be made and measured. These same problem identification techniques will also be used to further analyze each selected problem to get at its fundamental causes. See Figure 1.2.3.
Step 3: Use SPC to bring key variables into control
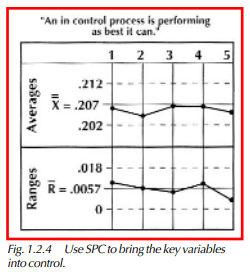
Once a problem or process has been identified and analyzed in Step 2, the next step is to make that process the most efficient under its current set of conditions. These conditions include people, machines, methods, materials, measurement, and environment. Chapter 3 describes the application of process control charts to reduce and eliminate causes of variation. Included in Chapter 3 are control charts for variable measurements, such as x & R charts. See Figure 1.2.4. Applications, where characteristics cannot be measured, will be addressed by control charts for attributes such as percent defective charts, c-charts, u-charts, and np charts.
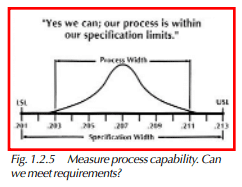
Step 4: Measure process capability. Can we meet the requirements?
Control charts for variables and attributes are proven tools for optimizing a process as it presently exists. Once this optimization is achieved, the question, “Is it good enough?” must be answered. This question is answered by comparing the characteristics of the individual products against the requirements for each characteristic. These requirements are often stated as engineering limits or product specifications. Figure 1.2.5 clearly shows this relationship. In this case, the individual products (process width) fall well within the upper and lower specification limits (USL & LSL). In other cases, the specification limits may fall inside the process width. When this occurs, additional decisions and actions must be taken (see Step 5). Chapter 5 describes process capability measures. These measures provide a fast and effective means for answering the question, “Is it good enough?”
Step 5: When we cannot meet requirements, we will implement a plan of process improvement
When requirements cannot be met, a decision has to be made on one of five alternatives:
1) Change the process so that it can produce products that meet requirements. See Figure 1.2.6.
2) Determine if the requirements accurately reflect the demands on the product. If they do not, change the requirements.
3) Sort each product produced to ensure that the customer only receives products that meet requirements.
4) Let the customer sort the good from the bad.
5) Quit making the product.
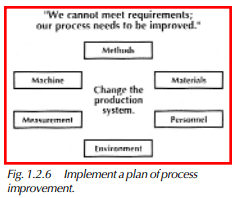
In most cases, the final three choices are not desirable or acceptable alternatives. Changing the requirements is the least expensive solution to the problem, but this too is often not an acceptable or allowable option. The focus most often falls on changing the process to enable it to meet the current requirements. These changes can occur in many areas: methods, machines, measurement, materials, people, and the environment. Once a change has been made, such as rebuilding a piece of equipment or retraining an operator, the SPC focus moves back to Step 3 and follows through the process again until the question can be answered, “Yes, we can meet requirements.” See Figure 1.2.7.
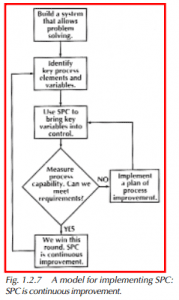
Step 6: We win this round. SPC is a continuous improvement
Meeting requirements for one characteristic on one process is a measurable improvement and evidence of the impact of SPC; however, improving quality and productivity is a long-term commitment that requires solutions to many other problems facing the organization. Fortunately, in Step 2, a list of problems and priorities was defined, and the next problem area awaits resolution.
Chapters 2 through 5 will detail each step of the SPC implementation process. The remainder of this chapter will describe the statistical concepts on which SPC is based.
