How to Record Data for Process Control
There are three common ways to record data for process control:
- Check sheets
- Handheld data collectors
- Fixed-station data acquisition equipment
In a factory-wide process control program, all three ways probably would be used because each offers certain advantages and all are somewhat complementary.
Check Sheets
Check sheets are the easiest and most flexible way to record data. A well-designed check sheet enhances all aspects of a study.
First, its design allows an auditor to efficiently gather data.
Essential information, such as the study identification, date, shift, and auditor’s name, is put on the sheet. If a route is required to collect the data, a description of it is included. Each data collection station is labeled by the type of measurement, the number of significant digits, gauging to be used, frequency of measurement, and, possibly, high and low specifications. There must be room on the sheet to record all data and include notes about conditions when necessary. Parts drawing with points of measurement clearly marked can also enhance the check sheet as an effective data-recording tool.
Second, a check sheet should provide some method of on-the-spot analysis to help minimize measurement error.
The auditor should be able to verify that the data being collected is reasonable. This is not to say that the auditor should make snap judgments about whether the data indicates a problem. But in the case of critical measurements, where parts out of specification cannot be tolerated, the auditor should be able to recognize and mark the parts-out-of-specification data or proceed according to his responsibilities.
Third, a check sheet should enhance the analysis.
The sheet should be designed to minimize transcription errors. Such errors occur more often when copying or reading data along a horizontal line than down a vertical column, so columns should be used to record groups of data. Some sheets, especially those used to mark frequency of occurrence, invite analysis right on the sheet by taking on the appearance of a histogram. If hand calculations will be performed after the data is collected, provide the space and parameters for it on the back of the check sheet. This way, the sheet becomes a complete record of the study. If the data has to be transferred to a computer, then the sheet should accommodate easy transcription. In some situations where the deviation from nominal is being analyzed, or where only the last two digits are significant, the check sheet could be used to record only the deviation number or the last two significant digits. The computer can supply the rest.
Check sheets have many uses, including providing information for setting up a complicated piece of machinery, testing all functions of a product, and verifying that all the correct pieces are in a shipping container. The next two sections discuss different methods available for designing variables and attribute check sheets.
Check Sheets for Variables Data
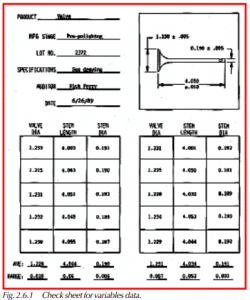
Variables data can be recorded in two ways. One way is to record in columns arranged by the route and type of measurement. See Figure 2.6.1. This provides for either manual calculations or transcription for the process by computer. Another way is to use one check sheet for each type of measurement, and label the columns by gradations of the measurement scale, as shown in Figure 2.6.2. This allows you to simply mark where each measurement falls. The result will be a histogram. One drawback of the histogram check sheet is that data gets categorized and its resolution is limited by the number of columns on the sheet.

Check Sheets for Attribute Data
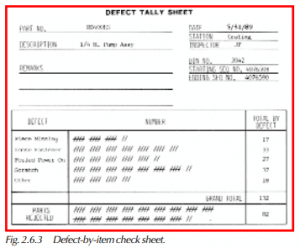
There are three basic types of check sheets for attribute data (Ishikawa, 1976). The first type is defect-by-item. See Figure 2.6.3. The types of defects are listed on the left side, and checks are made next to them for each type of defect found. The results are then tabulated on the right. This type of sheet translates very easily into a Pareto diagram.
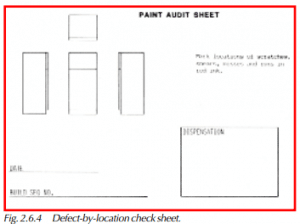
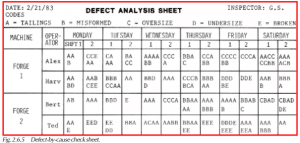
The second type is defect-by-location. See Figure 2.6.4. This sheet is basically a parts drawing with a list of codes for different types of defects. The inspector marks the location on the drawing with the defect code. This type of sheet allows quick analysis of problems on large parts or assemblies, where the location of a defect provides the key to the cause of a problem. It may be helpful to superimpose a grid on the parts drawing to make the location clearer. The third type of check sheet is the defect-by-cause sheet. See Figure 2.6.5. Defects are recorded against a grid that highlights other variables, such as time of day, machine number, and worker.
The frequency of defects attributable to these variables can then be checked during data collection. By design, this sheet is very similar to some control charts. In fact, this sheet could be used for ongoing process control, as well as for temporary problem-solving.
Similarities of Handheld Data Collectors to Check Sheets
Handheld data collectors have many similarities to check sheets. Because handheld data collectors offer advantages in recording data in the computer-readable form and in capturing data directly from electronic gauges, they economize with frequent usage. It is helpful to compare handheld data collectors, such as the DataMyte 3053 series data collectors, with the qualities of a check sheet to determine the data collector’s suitability for various data recording tasks.
Routing Information
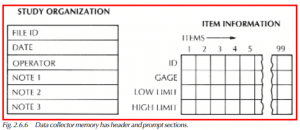
First are the requirements of data organization, such as identification, date, name of the operator, and notes about the study. Routing information may be needed to guide the operator to data collection points and indicate the type of measurement. Portions of the data collector’s memory are allocated to this type of information. Another block of memory is needed to store interactive prompts for route, gauge, and type of measurement. An example of study organization and prompt information is shown in Figure 2.6.6. An operator begins data collection by entering the appropriate study information, following the route, and recording the data. To facilitate data recording, electronic gauging can be used. Otherwise, manual entry of the data is also possible.
On-the-Spot Analysis
An on-the-spot analysis is another feature handheld data collectors share with check sheets. A data collector such as the DataMyte 3053 displays the mean, range, minimum sample, maximum sample, the standard deviation of the sample group, and many other statistical calculations. It also does limit checking, alerting the operator with an audible beep when the data are just taken is out of specification.
Formatted Reports
The third aspect of check sheets, that of enhancing data analysis, is also provided by handheld data collectors. Formatted reports with summary information can be obtained by connecting the data collector to a printer. Charts can also be displayed on the built-in screen or video monitor for real-time feedback during the process. The data can then be transmitted to a computer for archiving and further analysis.
Collecting Variables Data
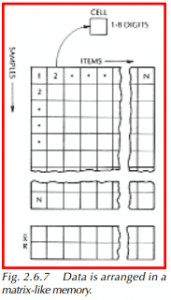
Handheld data collectors are well suited to collecting variables data. A matrix, or file, is used, as shown in Figure 2.6.7. The file consists of data cells arranged in columns and rows. One column is used for each type of measurement, or item, as it is called. The repeated measurements of each item are called samples. The width of a data cell is expressed in terms of the number of significant digits sent by the gauge or entered by hand. Data can be recorded in a file by moving horizontally or vertically. Horizontal movement allows samples of each dimension of a part to be taken before proceeding to the next part. Vertical movement allows several samples of one item to be taken and then proceeding to the next. An intelligent data collector or a computer program can scale each item and produce a series of histograms or other types of graphs.
Collecting Attribute Data
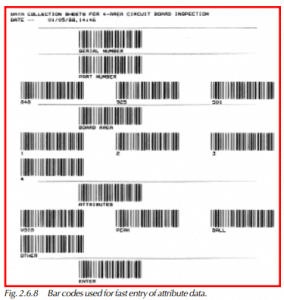
Attribute data is recorded in a data collector, such as the DataMyte 769 data collector, through coding. The coding systems can be barcodes for wanding information or alphabetical codes for manual entry. Figure 2.6.8 shows an example of a bar code sheet. Identifying information, such as operator, part number, and batch number can be recorded in addition to the defects. We can then simply wand over the bar code for each item as it is required, using the bar codes produced by the system. The information can then be sorted by the data collector and displayed as Pareto or control charts.
The three types of check sheets can be simulated in the data collector. Separate code sections, called fields, identify the defects, locations, machine, worker, and any other information of interest. Each completed data entry is stamped with the time and date of collection by the built-in 24-hour clock. Bar codes allow fast data entry and reduce dependence on the operator’s command of the codes and ability to key them correctly. Once collected, the data is then transmitted to a computer for reporting and archiving.
Fixed-Station Data Acquisition Equipment
Fixed-station equipment has several levels of sophistication. At the lowest level, the equipment is dedicated to recording data from a single source. The data analysis is rudimentary and incompatible with data collected from other sources. In some cases, it requires an operator to oversee data collection and either record it or transmit it to a computer for analysis.
Some types of fixed-station equipment have outputs that are compatible with handheld data collectors, so that a periodic linkup with the data collector can be a regular route item for the auditor. An example of this is a weight scale and electronic linear gauge mounted on a fixture.
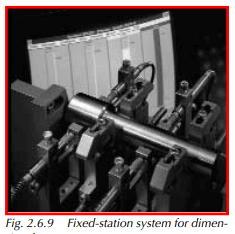
When volumes are high enough to require frequent data collection, the process operator can use a system dedicated to collecting data for SPC. Dedicated systems are usually more efficient than check sheets, and allow more frequent recording than can be obtained with a roving auditor using a handheld data collector. A system such as that shown in Figure 2.6.9 allows the operator to record data and also do real-time analysis. In essence, it is both a data collection system and a quality control computer. Summary information, control charts, and other graphs are displayed on a monitor, giving the operator a means to identify a problem as soon as it occurs. Such equipment has a variety of applications, including statistical process control of dimensional characteristics (Figure 2.6.9) and packaging weights (Figure 2.6.10).

The more sophisticated types of fixed-station equipment are beyond the scope of this book. In many cases, the sophisticated equipment is a part of a test station or bay. Operation is automatic or semi-automatic, and a computer is either resident at the station or directly linked.
The equipment’s singleness of purpose makes it ideal for high-volume tasks critical to process control. In some cases, system controllers provide some degree of closed-loop data analysis and adjustment. If not, the data available from fixed-station sources can be analyzed with the methods of statistical quality control described in this and other books.
Comparing Data Recording Methods
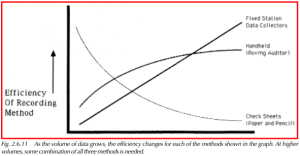
Check sheet, handheld, and fixed-station data collection systems each have distinct advantages for recording data. Most likely, a combination of all three would be used in a factory to suit the types of processes and volume of data to be collected.
Although they are simple to construct and easy to use, check sheets become very inefficient when used to gather large amounts of data (Figure 2.6.11). A 1978 study commissioned by the U.S. government found that the handwritten method of data collection can gather information at a rate of 3.3 times per minute, with an error rate of 11.6%. When we add together the time needed to set up a sheet, record the data, and extract data from a sheet for analysis, we find that the check sheet is very labor-intensive. Although paper data sheets and control charts provide good permanent records, they are not the most efficient vehicle for data. The data must be keyed into a calculator or key punched into a computer to figure averages and other statistics.
Types of Human Errors
Handwritten methods also contribute significant human error to data. Reading errors occur when a person makes a visual observation and wrongly interprets what is seen. Transcription errors occur when a person makes a correct observation but writes it down incorrectly. Keypunching errors occur when a person must enter data from a check sheet into a computer or calculator. Significant errors can lead to the false interpretation of data, which nullifies much of the benefit of collecting it in the first place. It would be better to capture data in a computer-readable format right at the source, especially in environments requiring the collection of moderate to large amounts of data. This is where handheld and fixed-station data collectors are more efficient (Figure 2.6.11).
How Handheld Data Collectors Can Be Used by a Roving Auditor
The auditor is responsible for recording data at several points around a plant. By using electronic gauges, data is recorded with greater speed and less error. A factory having many high-volume processes may want to have each process operator record data, rather than have a roving auditor record data. A fixed-station data collection system allows each operator to continually measure the variability of a process. Whenever necessary, adjustments can be made before quality problems occur. The operators thus gain a more effective influence.
