What is Total Quality Control
Total quality control (TQC) was defined in the book Total Quality Control by Armand V. Feigenbaum (McGraw-Hill Inc., 1961). TQC has become a catchall phrase for the quality practices in Japan that are part of JIT manufacturing. TQC is an expansive subject, and only a few definitions and concepts will be dealt with here.
According to Fiegenbaum, total quality control is a management system for an entire organization, not just the manufacturing area. It is a system of integrated controls that ensures customer quality satisfaction and economical costs of quality. It includes engineering, purchasing, financial administration, marketing, and manufacturing. Fundamental to the concept is that quality must be designed and built into a product. The idea that quality can be inspected into a product is rejected. Defect prevention is emphasized over defect detection.
TQC is a systems approach that recognizes both the advantages and inherent flaws of the division of effort required in an organization. It seeks to complement this with quality improvement through an integration of effort. TQC has a reference point of continuous improvement and requires the thorough identification and documentation of tasks and responsibilities. As a result, TQC becomes a foundation for ongoing organizational quality control and provides for the systematic engineering of magnitude quality improvements.
Cost of Quality
TQC requires an understanding of the cost of quality. Cost of quality has been elevated in a total quality control system to a financial control on a par with labor costs and material costs. The cost of quality is more than just the cost of scrap. It includes the cost of control and the cost of failure.
The cost of failure is divided into internal failures and external failures. Internal failure costs include
- Scrap
- Rework
- Engineering changes
- Idle time
External failure costs include
- Market research
- Technical support
- Warranty repairs
- Lost business
There is debate whether some expenses, such as technical support and marketing, are a cost of quality. Technical support is aimed at increasing customer satisfaction and, thus, lowering external failure costs. Marketing is aimed at establishing market expectations for a product. Market research helps identify the product specifications needed for success.
Both marketing functions tend to reduce product failures, if they are successful. At the same time, product failures, and their resulting quality costs, occur despite good engineering and manufacturing if the product specifications do not match customer needs and expectations.
The costs of control can be divided into prevention costs and appraisal costs. The cost of preventing failures includes
- Design reviews
- Specifications reviews
- Quality training
- Preventive maintenance
Appraisal costs are those that determine whether specifications are being met and include
- Prototype process development
- Data collection
- Inspection
- Quality control
- Test and inspection equipment
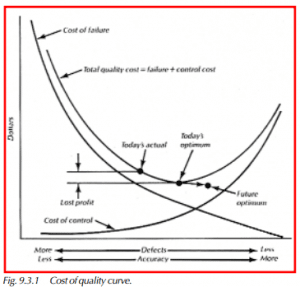
Total quality cost can be graphed as shown in Figure 9.3.1. For each company there is an optimum cost of quality, where failure cost is least, but control costs are not so excessive as to make quality control unprofitable.
A cost of quality analysis can be quite illuminating to a company. The cost of quality can amount to as much as 40% of production costs and 20% of sales. If a $50-million-a-year company has a cost of quality of 15% of sales, $7.5 million a year is being spent. If that cost of quality could be reduced to 3%, or $1.5 million, $6 million could be saved each year.
More important than how much is spent is where it is spent. A company that spends much on failure costs could certainly afford more on control costs. A company that spends an inordinate amount on engineering specification reviews and changes may be able to justify an investment in a CAD/CAM (computer-aided design/computer-aided manufacturing) system to help design more quality into its products.
Japanese Total Quality Control
The Japanese took Feigenbaum’s statement, “The burden of quality proof rests . . . with the makers of the part,” to heart. Their efforts to simplify production systems tend to decrease the amount of systems documentation, staffing specialization, and quality control, but increase the dependence on the worker. The following are some TQC practices from Japan (Schonberger, 1982):
Responsibility for quality is placed in the hands of the production department
Workers are required to know what quality looks like, and to ensure quality piece by piece. Quality problems are addressed at the lowest level, with quality control staff serving an advisory role.
Statistical process control
Workers use SPC to discover ways to reduce variability.
A habit of continuous improvement
TQC is seen as a dynamic rather than a static system. There is no such thing as “acceptable quality levels”; rather, there is instilled in each worker the desire to think of ways to improve quality and productivity and to help implement them.
Measurable standards for quality
Visible indicators of quality are placed at each process and throughout the plant. Charts are kept and displayed, and gauging and inspection equipment are made highly conspicuous.
Vendor inspections
Vendor quality inspections take on the form of a military inspection, with a list of demerits and a timetable.
Insistence on compliance
Management must continually make everyone aware of quality expectations and how they can be achieved. Compliance must be strict; no product can be shipped if it does not pass all criteria.
Line stop
Workers are given the authority to stop a production line in order to solve a quality problem.
Correcting one’s own errors
Rework must be done by the worker who produced it, rather than by a separate rework line worker.
Project-by-project improvement
Workers meet and develop a list of projects and activities for quality and productivity improvement. These promote teamwork and lead to improvements faster than if one worker or an isolated staff worked on the problem alone.
