What is Process Capability
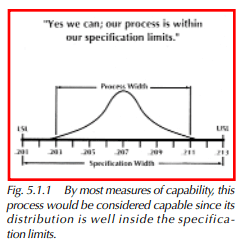
Process capability is the measure of process performance. Capability refers to the ability of a process to make parts that are well within engineering specifications. Figure 5.1.1 shows the distribution of parts for a process that is capable. A capability study is done to answer the questions, “Does the process need to be improved?” and “How much does the process need to be improved?”
Types of Variability of Process Capability
To define the study of process capability from another perspective, a capability study is a technique for analyzing the random variability found in a production process. In every manufacturing process there is variability. This variability may be large or small, but it is always present. It can be divided into two types:
- Variability due to common (random) causes
- Variability due to assignable (special) causes
The first type of variability can be expected to occur naturally within a process. It is attributed to common causes that behave like a constant system of chances. These chances form a unique and describable distribution. This variability can never be completely eliminated from a process. Variability due to assignable causes, on the other hand, refers to the variation that can be linked to specific or special causes. If these causes, or factors, are modified or controlled properly, the process variability associated with them can be eliminated. Assignable causes cannot be described by a single distribution.
Capability Study
A capability study measures the performance potential of a process when no assignable causes are present (when it is in statistical control). Since the inherent variability of the process can be described by a unique distribution, usually a normal distribution, capability can be evaluated by utilizing this distribution’s properties. Simply put, capability is expressed as the proportion of in-specification process output to total process input.
Capability Calculations
Capability calculations allow predictions to be made regarding quality, enabling manufacturers to take a preventive approach to defects. This statistical approach contrasts to the traditional approach to manufacturing, which is a two-step process: production personnel make the product, and quality control personnel inspect and eliminate those products that do not meet specifications. This is wasteful and expensive since it allows time and materials to be invested in products that are not always usable. It is also unreliable since even 100% of inspections would fail to catch all defective products.
Control Limits are Not an Indication of Capability
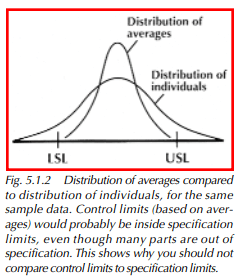
Those new to SPC often believe they don’t need capability indices. They think they can compare the control limits to the specification limits instead. This is not true, because control limits look at the distribution of averages (x) and capability indices look at the distribution of individuals (x). The distribution of x will always spread out further than the distribution of x (Figure 5.1.2). Therefore, the control limits are often within the specification limits, but the ±3 Sigma distribution of parts is not.
Subgroup averages follow more closely a normal distribution. This is why we can create control charts for processes that are not normally distributed. But averages cannot be used for capability calculations, because capability concerns itself with individual parts or samples from a process. After all, parts, not averages, get shipped.
