What is a p-CHART
When the interest is in determining the quantity of defective units and the data is collected in samples that are not of constant size, then the p-chart is appropriate. The p-chart measures the output of a process as the percentage of nonconforming or defective items in a subgroup being inspected. Each item is recorded as being either conforming or nonconforming, even if the item has more than one defect. The following symbols are used on a p-chart:
n — The number of units in a subgroup (the subgroup, sample, or subset size).
k — The number of subgroups in the study period.
np — The number of defective or nonconforming units found in a subgroup.
p — The fraction defective in a subgroup (proportion nonconforming).
These are the points that are plotted on the chart.
The formula is:
![]()
p-bar — The average fraction defective (average proportion nonconforming) for the study period. This is drawn as the centerline on the chart. It is found by dividing the total number of defective units found in all subgroups of the study period by the total number of units inspected in the study period. The formula is:
![]()
NOTE: To indicate as a percentage, multiply by 100.
How to Make and Use a p-Chart
Refer to the example in Figure 3.4.1.
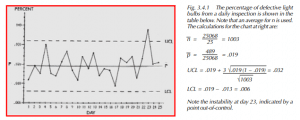
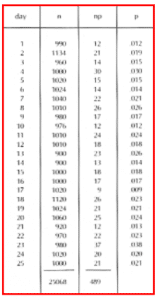
1) Gather and record the data.
2) Calculate p.
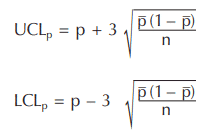
3) Calculate upper and lower control limits. Since the value of n varies from subgroup to subgroup, the control limits must be calculated for each subgroup. This makes the p-chart difficult to read and construct. This nuisance can be avoided by keeping the subgroup size the same or within ± 25% of the average sample size and using an average of n. An alternative is showing two sets of control limits using the maximum and minimum subgroup sizes. The formulas for control limits are:
4) Decide on a scale, and put it on the control chart.
5) Plot each p, and add the p-bar and the control limit lines.
6) Analyze the data points for evidence of noncontrol.
7) Find and correct special causes.
8) Recalculate control limits.
NOTE: To indicate as a percentage, multiply by 100.
