What are the Control Charts for Attributes
Attribute data on a control chart is simply the count of products or characteristics of a product that do not conform to some established criteria. The chart becomes a line graph showing the variation in the quality of the process over a period of time. Control limits are drawn on the control chart to aid in analyzing the variation of the process. When the control chart shows variation due to common causes, the process is said to be in a state of statistical control. If the data on the chart shows abnormal points or patterns, then the process has changed due to assignable causes.
Types of Attribute Control Charts and Data
Attribute data is a count of nonconforming units (defective parts), or the number of nonconformities on a unit (number of defects per part). Attribute data does not require actual measurements such as length, width, or torque. It is only necessary to count the number of defects or defective units. Many characteristics of quality can only be measured in this way, such as the presence or absence of a required screw, or the number of bad solder connections on a printed circuit board. Other attribute data may be the result of data that is measurable but recorded as pass or fail, such as that from a GO/NO-GO gauge.
Control charts for attribute data have a number of advantages:
- Attribute data is easier to collect and, as a result, less costly to acquire. Inspection skills are not complicated, and gauges, if used, are simple GO/NO-GO gauges. In some cases, the data is already available from past inspection records. Large amounts of attribute data can frequently be collected at one inspection station.
- Attribute data can be collected from any type of process. Output from any process can be qualified as conforming or nonconforming.
- Several types of defects can be grouped on one chart. For complex assemblies, it would be very impractical to require a separate control chart for each measured characteristic. Attribute charts in this case can indicate problem areas and suggest where more detailed variables control charts may be needed.
- Attribute data is easy to understand by all personnel. Control charts for attributes are easier to construct and understand.
- Attribute control charts provide an overall picture of the quality of a process and provide useful quality history.
There are also some disadvantages:
- An attribute chart does not always provide detailed data for the analysis of individual characteristics. For attribute charts, a part is defective if it has one defective characteristic or many defective characteristics.
- Attribute data does not indicate different degrees of defectiveness. A nonconforming item may be very defective or slightly defective.
- Because of the above disadvantages of attribute data, control charts for attribute data are less sensitive in indicating changes in the process. The charts for attributes also only indicate when a change in the process occurred, and offer little information as to why the change occurred.
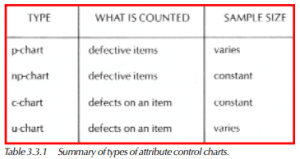
How Control Chart Types are Defined
Control chart types are defined by the type of data being charted. There are four types of control charts for attributes. See Table 3.3.1. Control charts that are for the count of nonconforming units are called p-charts and np-charts. A unit is nonconforming if it has one or more defects. If the data is in subgroups of varying sizes then the p-chart is used. If the data is collected in subgroups of constant size, then the chart used is an np-chart. Control charts that count individual nonconformities or defects on a product are c-charts and u-charts. The c-chart involves subgroups of constant size, and a u-chart has subgroups that are not of constant size.
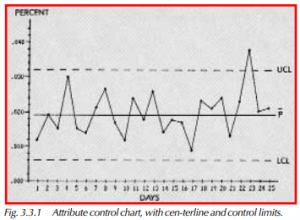
Elements of a Control Chart for Attributes
Elements of a Control Chart for Attributes A control chart is a two-dimensional line graph (Figure 3.3.1). The plotted points represent the given measure of the quality of the process from the data collected at predetermined periods of time. The horizontal axis is divided into rational groups (also called subgroups) — hour to hour, day to day, a lot to lot, etc. The vertical scale represents the quantity or percentage of defects per unit or defective units. Three control lines are also drawn horizontally on the control chart — a centerline, upper control limit line, and lower control limit line. The centerline is the average of the number of defects or defective units in the process for the total period of the process being charted. The data used to calculate control limits is also used to calculate the centerline.
Why the Control Limits are the Key to Control Charts
The control limits are the key to control charts. The control limits are the criteria for analyzing a process for statistical control. Control charts use standard deviation as a measure of variation. The upper control limit is drawn at the centerline plus 3 sigma. The lower control limit is drawn at the centerline minus 3 sigma. The choice of 3 sigma is somewhat arbitrary but has become fairly standard in the U.S.
How the 3-sigma Limits Were Calculated
The calculation of the 3-sigma limits on control charts for attributes is different from that of control charts for variables. For variables, it is based on the normal distribution. However, for p-charts and np-charts, it is based on the binomial distribution. For c-charts and u-charts, it is based on Poisson distribution. When based on the binomial distribution, it is assumed that the possibility of a unit being defective is the same from unit to unit and independent from unit to unit.
Each unit has the same chance of being good or bad, just as in flipping a coin. When based on the Poisson distribution, it is assumed that the possibility for defects occurring on a unit is great, but the chances of getting a defect at any one spot is small. Although these distributions differ from the normal distribution, the probabilities of a point falling outside the 3 sigma control limits on a control chart for attributes is on the same order of magnitude as on a control chart for variables. When only common cause variation is present on a control chart for attributes, the chance of a point being above the upper control limit or below the lower control limit is less than 1%.
Application and Construction of Control Charts for Attributes
The following steps describe how to use a control chart for attributes:
1) Select the area or process to be charted
Give high priority to areas where problems are already occurring. Choose characteristics that will provide the type of data needed for finding the problem.
2) Decide which attribute chart to use
This will depend on the type of data that already may be available or the type of data that is desired.
3) Select the frequency of sampling
In other words, define the subgroups. The subgroup periods may be equal periods of production (hourly, daily, weekly). The periods may also correspond to equal quantities of production (lots, batches). The periods should be chosen to make it easy to find and correct problems. Shorter periods will give faster feedback on problems. It is important that the subgroups be chosen to ensure minimum variation within a subgroup. This will allow variation to show up on the chart from subgroup to subgroup.
4) Select the subgroup size
The subgroup size should be large enough to ensure that the subgroup has a strong probability of having some nonconformities. Small subgroup sizes tend to result in control limits being wide and are less accurate in depicting an out-of-control process. The most effective subgroup size for p-charts and np-charts is greater than 50. For the most effective c and u-charts, the subgroup size should be at least 1 but is better at 5 to 10.
5) Gather the data
Samples within a subgroup should be collected randomly so each item being inspected has an equal chance of having nonconformities.
6) Construct the chart
Be careful not to make the chart too tall vertically. Plot the data. Calculate and draw the control lines. Frequently, the value for the lower control limit will be negative for an attribute control chart. In this case, there is no lower control limit. At least 20 to 25 subgroup points should be plotted before control limits are calculated.
7) Analyze the chart for evidence of the process being out of control
Plotted points indicating a lack of control should be marked and investigated. These special causes should be corrected and prevented from recurring.
8) Eliminate causes and recalculate the chart
Once the causes of out-of-control points are corrected, the control limits should be recalculated, excluding those out-of-control subgroups. The chart then should be re-evaluated with the new limits to look for more out-of-control conditions.
9) Extend control limits
When the process is deemed to be in control, the control limits can be extended forward in time on the chart. Future data can then be plotted on the chart to continue evaluating the process for evidence of the process going out of statistical control. As a process continues to improve, the old control limits may be too wide to gain any further improvement in quality. In this case, it may be desirable to recalculate the control limits using only the most recent data. Quality is improving when the control limits can be made narrower.
Reading a Control Chart for Attributes
The goal in reading a control chart for attributes is to define which points represent evidence that the process is out of control. Points on a chart that indicate only random or chance variation are the result of common causes and do not indicate the need for corrective action. Points that represent nonrandom variation are due to assignable causes and are the signals for immediate action (Western Electric, 1956). Variations above the centerline on an attribute chart are called high spots, and variations below the centerline are called low spots. The purpose of finding nonrandom variation is to eliminate the special causes that enter a process causing a change in the quality of the output.
Natural and Unnatural Patterns in Charts
A chart with points that are varying in a random fashion is said to have a natural pattern. A natural pattern has most of the points near the centerline, a few points spread out and approaching the control limits, and no points exceeding the control limits. Unnatural patterns are those that are missing one or more of the characteristics of a natural pattern. An unnatural pattern on the chart indicates that something is wrong with the process.
The Most Important Thing to Look for in Charts
The most important thing to look for in a control chart is points that fall outside of the control limits. Statistically, it is extremely unlikely that any point on a control chart will fall outside of the control limits if there are no special causes present in the process. The danger here is finding a point outside of the limits, which will signal the need for corrective action, when in fact no change has taken place in the process. This is a Type I error. When no corrective action is taken on a point that is within the control limits, but there really was a change in the process, it is a Type II error. In order to reduce the chances of these errors, other tests for unnatural variation can be made.
When reading a control chart for attributes, it is important to keep in mind that evidence of nonrandomness near the lower control limit (low spots) may seem to indicate that the process is producing too few defects. This may point to areas of a good process, and investigation may lead to ways of improving overall quality. Finding reasons why some subgroups have fewer defects than others can cause action for more permanent improvement in quality. Low spots, however, can also indicate that there has been an error in the inspection or the need for tighter standards.
Stratification
The characteristic of this unnatural pattern is the absence of points near the control limits. Some causes of this include nonrandom sampling, samples coming from different sources, and samples being screened before the inspection.
Systematic variation
In this case, the pattern has become predictable. An example of this is a low point always being followed by a high one and vice versa. The cause is usually in collecting the data systematically from different sources.
Trends
A trend is a long series of points that are generally moving up or down without a change in direction. See Section 3.2 for an example. Upward trends indicate more defectives, possibly caused by poorer materials, workmanship, or the wearing of a tool. Downward trends may be caused by better materials, workmanship, or relaxation of standards.
Sudden shifts in level
This is shown by a number of abnormal points suddenly appearing on one side of the centerline or the other. This indicates a major change in the process has taken place. See Section 3.2 for an example. Higher shifts in level may be due to a new batch of poor material, a change to a new operator or poor machine, or a tightening of inspection criteria. Lower level shifts may indicate a change to better operators, machines, methods, or a loosening of standards. Gradual changes in level may also occur with similar causes but over a longer period of time.
Cycles
Cycles are short trends occurring in repeating patterns. They may be caused by regular differences in suppliers or nonrandom data collection.
